
But real-time data imaging processing of thousands of images per minute can be quite a challenging task. Standard servers or computers are not optimized for processing imaging data or less, teaching a machine to learn.
This solution covers the challenges of factories requiring efficient product inspection systems. It also covers the solution, an edge AIoT appliance capable of processing AI workloads on edge and allowing machine vision in the factory.
Requirements/Challenges.
The data (image or video) captured by these devices need to be sent to an inspection unit that performs basic image processing to detect defective immediately or quality products and classify them using actuators such as cobots or robots.
Processing this type of image data in large quantities and in the lowest time possible can be pretty challenging. Since factory-based product inspection units tend to be not only hardware-constrained and inefficient but also costly, most manufacturers opt for powerful data centers on the public cloud. But sending the data to cloud-based product inspection units presents more difficult-to-solve challenges.
- Cost. Cloud-based AI solutions can be costly in storage, networking, and computing needs. It takes networking resources to try to send large amounts of data to powerful computers running on remote data centers. And also to store big data and compute hungry-resource AI algorithms.
- Network limitations. Uploading image data to a cloud-based server takes time. And the more data there is, the wider network bandwidth with lower latencies manufacturers would need.
- Data Privacy. Manufacturers need to protect their sensitive product data and commercial intelligence. Sending data outside the factory to a cloud-based server puts a lot of concerns about its privacy.
Solution
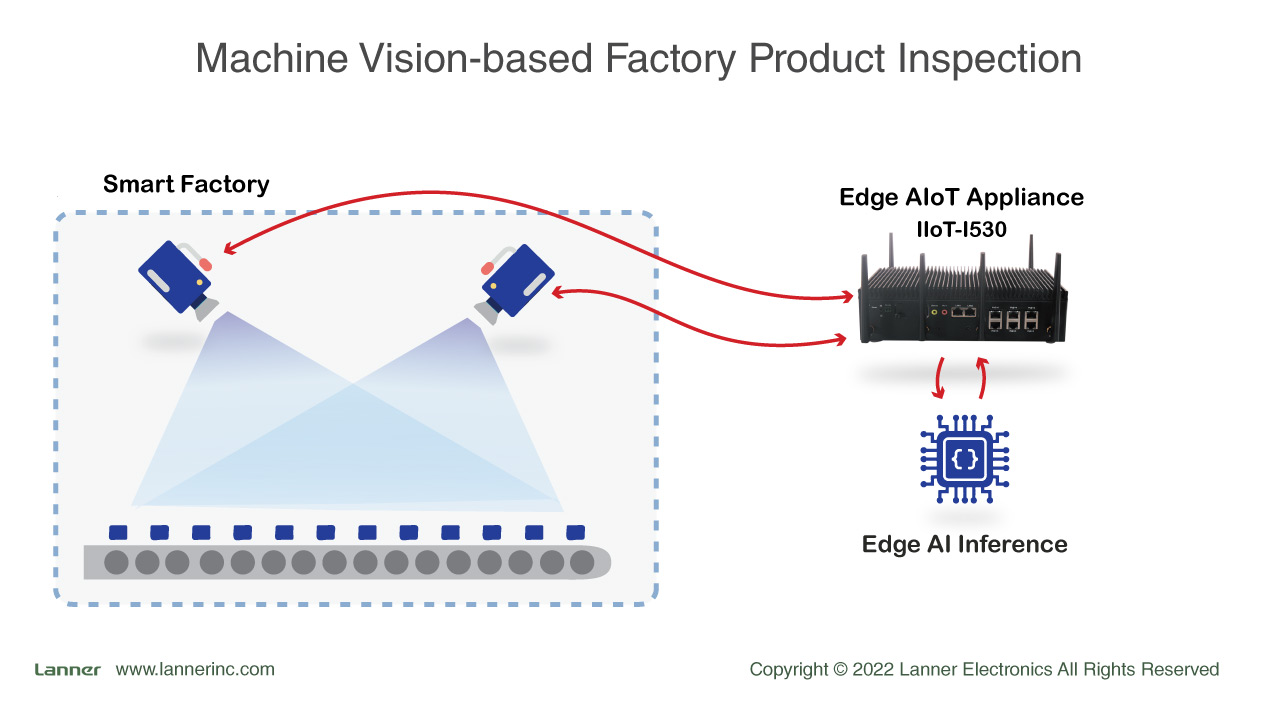
The vision-based factory product inspection solution utilizes IoT devices to inspect the final product visually and generate imaging data. When it is nearly impossible to take large amounts of these generated data to the cloud-based computer vision-based server for quick processing, the computer vision system must be taken as close as possible to the source of data— to the edge. The edge network can also host the processing phase (computer vision and functions).
A. Imaging Devices.
The image acquisition unit must be built with the right light source, optical lenses, and intelligent cameras. These smart (IoT) imaging devices, including cameras, smartphones, and sensors, must be able to capture different levels of high-speed inspection and forward their data for processing. These IoT devices can be mounted in strategic locations to monitor the products down the assembly line or help robots or factory workers. They can also be mounted on top of a Collaborative Robot (COBOT) for an added angle of vision.
B. Data Processing unit - The AIoT Appliance.
With the right edge AI and IoT technology, manufacturing organizations can capture data and send it to a pre-trained AI (deep learning) model running on a local trusted server, train a new model, or process imaging data quickly and safely.
The IIoT-I530 AIoT appliance.
IIoT-I530 by Lanner is referred to as an Edge Artificial Intelligence of Things (AIoT) Appliance. This device can enable real-time AI computing at the edge, which is perfect for imaging-based automated decision-making in factory product inspection processes.

The IIoT-I530 AIoT Highlights:
- Processing power: IIoT-I530 is a computing vision IPC w/ 11th Gen Intel® CoreTM i Series CPU (Codenamed Tiger Lake-UP3). This processor (Tiger Lake-UP3) was designed for IoT processes that require low latencies and time-sensitive responses. The processor enables workloads like AI and Deep Learning applications.
- Abundant I/O ports and expansive storage. IIoT-I530 comes with a rich series of Input/Output I/O ports to connect cameras via six PoE+, two Ethernet Ports, two COM Ports, or four USB 3.0. The appliance also comes with one M.2 M-Key to expand storage with PCIe Gen4 x4 NVMe SSD.
- Robust graphics. The IIoT-I530 appliance comes with an AI-enhanced GPU (Intel® Iris® Xe Graphics) to improve the AI performance for content creation and encoding. This GPU is built with an Intel® Deep Learning Boost-powered AI engine to help you build the system. The IIoT-I530 also has two HDMI, eight DI, and four DO ports for integration with an NVR or monitor.
- Powerful wireless expandability. The appliance comes with two expansion interfaces (M.2 B-Key and M.2 E-Key) to introduce wireless 5G and WiFi6 into the device. These wireless capabilities can help connect the machine vision system to the network and receive and forward data with ultra lower latencies and higher bandwidth.
- Environmental robustness. The IIoT-I530 is designed to withstand robust environments usually found in factories. It can operate under temperatures of -40°C to 55°C, humidity levels of 10%~90%, and withstand strong vibrations.
Benefits
The factory product inspection solution based on the edge AIoT Appliance (IIoT-I530) provides many benefits. The combination of AI technologies and the IoT infrastructure (AIoT) can help improve many factory’s IoT operations. Aside from overcoming network and hardware limitations to run AI where the IoT-generated data is and overcoming data privacy and security concerns, manufacturers can also benefit from the following:
- Increase production. An edge-based visual inspection system (with a properly trained AI model) can inspect hundreds-to-thousands products or parts per minute with virtually zero mistakes. It can also see details that the human eye can’t. With the right lighting and camera resolution, the edge machine vision system can inspect and spot tiny details that would be too difficult for the human eye to spot.
- Reduced costs. Not having to take large amounts of data to remote AI data centers for processing, reduces the need to buy more bandwidth and network-related infrastructure. Plus, since raw data is processed (or preprocessed) on-site, manufacturers can reduce the amount of data (thorugh compression and deduplication processes) thus reduce the need for more storage.
- Increase employee safety. Since the machine vision system eliminates the need for human workers to be nearby and visually inspect products, their safety is inherently improved. But when human workers need to be down in the assembly lines, the factory product inspection system can benefit machine-vision-powered COBOTs to work safely alongside humans.
- Improve automation and monitoring. The Edge AIoT appliance can connect to a DVR or a monitor so that human agents can analyze the inspected products in real-time. The processed data can also be helpful for automated decision-making via actuators (robots or cobots) that are capable of classifying the inspected products.
Next Steps.
For more information on the computer vision IPC or the factory product inspection solution, please contact Lanner’s sales representative.
Related Articles
- Enabling Automated Packaging & Sorting with Machine Vision Systems
- Improving Productivity with Multi-vision Inspection Systems
- LEC-2290E: Enabling AI 3D Machine Vision For Intelligent Depalletization
Feature Product
IIoT-I530
Computing Vision IPC w/ 11th Gen Intel® CoreTM i Series CPU (Codenamed Tiger Lake-UP3)
| CPU | 11th Gen Intel® Core™ i (Up to i7-1185GRE), Codenamed TigerLake-UP3 |
| Chipset | N/A |
Read more
